Inlet section: including equipment such as uncoiling, trimming, seaming and material storage looper, which is used to loosen the raw material coils and connect them, so as to continuously and uniformly supply sheet metal to the unit
Pretreatment section: clean the coated bottom plate and carry out surface treatment to improve anti-corrosion and adhesion to the upper paint film
Coating section: It is the core part of the whole unit. It usually adopts the two-coating and two-baking process of coating the front and back sides at the same time, that is, primer coating, barbecue curing, cooling, top coating, barbecue curing, and cooling. Depending on the requirements of the product, you can also apply only one spray or only one side. When painting, it can be applied by reverse or forward roller coating. The furnace temperature is controlled in sections, and the temperature of each section depends on the type of paint used, the thickness of the bottom plate and the time to pass through the oven.
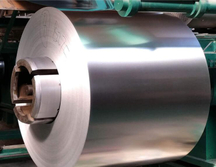
Export: divide the product into rolls (or cut into single sheets according to the required size)
Uncoiling machine
sewing machine
pressure roller
tensioner
uncoiling looper
alkali eluting grease
first coating drying
first coating
drying
passivation
drying
cleaning
top coat finishing
air cooling and
water cooling
Winding looper
Winding machine
Unwinding, packing
and storing
1. Uncoiler: Its main task is to stably convey the uncoiled substrate according to the frequency conversion working frequency.
2. Stitching machine: It is mainly used to sew the joints of the strip to ensure stable production.
3. Tension machine: It is an effective tension and tension system. The tension is generated by the speed difference of the production line. The function is to ensure the smooth running of the steel plate and avoid scratches on the steel plate without supporting the furnace bottom. The magnitude of the tension directly affects the harvest Volume quality.
4. Uncoiling looper: The function of the uncoiling looper ensures the continuation of the production of the strip, because the rich strip of the looper guarantees the effective and sufficient production time for the strip when connecting the strip.
5. Alkaline degreasing: It cleans the oil stains and impurities of the substrate to ensure the cleanliness of the board surface, which is the basis for the later process of painting.
6. Cleaning: After degreasing, the remaining liquid on the board must be cleaned with clean water to ensure that there is no remaining liquid, so as to prepare for the later work of product quality.
7. Drying: After cleaning, there is a drying oven to prepare for the first coating.
8. Initial coating: The initial coating process of primer and back paint is completed at this site.
9. Drying: After the initial coating is completed, enter the drying oven to complete the curing and drying process. The temperature and speed of this step is very important, and it is ready for the next top coat fine coating.
10. Finish coating: This site is the last stop for finishing the main color of the color steel plate topcoat. The tasks are completed according to customer requirements and production requirements.
11. Drying: After finishing the top coat, enter the drying furnace to complete the main process part of the product.
12. Air-cooled cooling: Since the product has a high temperature when it comes out of the drying oven, in order to reach the winding temperature, air cooling or water cooling must be performed at the same time, and the winding temperature should not exceed 40℃.
13. Winding looper: The main function is to ensure the effective time of the unwinding work of the winder.
14. Winding machine: According to the winding signal of the electronic probe, the steel coil can be wound evenly on the edge to meet the quality requirements of the industry.
Galvalume production process
There are four steps
pre-Inspection –Where the fabricated structural steel is viewed to ensure it has, if necessary, the proper venting and draining holes, bracing , and overall design characteristics necessary to yield A Quality Galvanized coating
Cleaning—steel is immersed in a caustic solution to remove organic material such as grease and dirt , Followed by Dipping in an acid bath ( hydrochloric or sulfuric ) to remove mill scale and rust, and finally lowered into a bath of flux that promotes zinc & steel reaction and retards further oxidation of the steel… ( steel will not react with zinc unless it is perfectly clean)
Galvanizing---the clean steel is lowered into a kettle containing 850 F molten zinc where the steel and zinc metallurgically react to form three zinc-iron intermetallic layers and one pure zinc layer
Final inspection – the Newly Galvanized steel is sight-inspected (if it looks good, it is ), followed Up by measurement of coating thickness with a magnetic thickness gauge.
Uncoiling
cutting
welding
inlet looper
alkali degreasing
cleaning
cooling furnace
reduction furnace
preheating furnace
annealing
dipping flux
pickling
zinc pot
air knife
spangle device
cooling tower
Water quenching
stretching and straightening unit
shearing
electrostatic oiler
exit looper
curing furnace
chromate passivation
leveling machine
zinc pot
Video

WELCOME TO HANNSTAR
QUICK LINKS
CONTACT US
Dongying City, Shandong Province, China
+86-189-6300-9518
+86-189-6300-9518
HANNSTAREDWIN